
問題点 熱融着工程のタクトタイム短縮が課題だった。 ⇒改善のポイント ハロゲン ...
Read More »No.11 非接触熱板によるタクトタイムの短縮
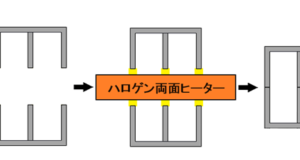
問題点 熱融着工程のタクトタイム短縮が課題だった。 ⇒改善のポイント ハロゲン ...
Read More »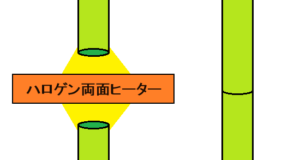
問題点 溶着部のビードを小さくしたかった。 ⇒改善のポイント ハロゲン両面ヒー ...
Read More »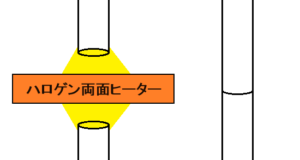
問題点 溶着部のビードを小さくしたかった。 ⇒改善のポイント ハロゲン両面ヒー ...
Read More »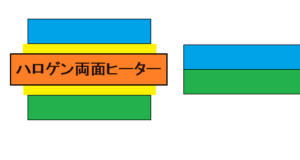
問題点 溶着部分に糸引きやバリが出来て困っていた。 ⇒改善のポイント ハロゲン ...
Read More »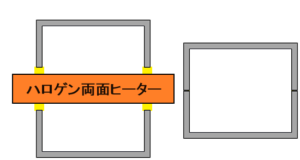
問題点 強度の高い溶着が必要だった。 ⇒改善のポイント ハロゲン両面ヒーターで ...
Read More »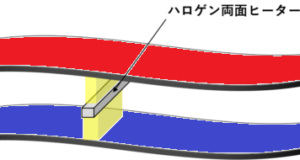
問題点 挟み込みで設置できるスリムなヒーターを探していた。 ⇒改善のポイント ...
Read More »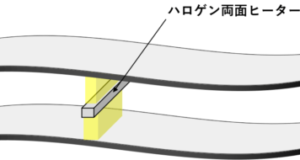
問題点 貼り合わせ工程で二面を同時に加熱するヒーターを探していた。 ⇒改善のポ ...
Read More »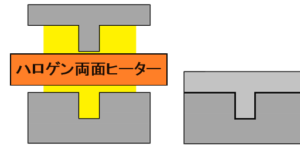
問題点 両面を同時に加熱できるヒーターが見当たらなかった。 ⇒改善のポイント ...
Read More »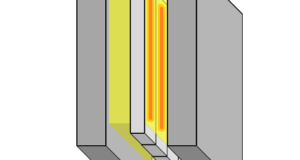
問題点 金型温度をより安定させるために、成形サイクルの開始前に金型予熱を行う必要 ...
Read More »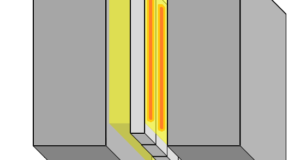
問題点 アルミニウム液の冷却が速すぎて流動性が低下するため、冷間割れ、面引け、ゴ ...
Read More »