このページの目次

《 問題点 》
間欠加熱できるヒーターコントローラーが無かった。
ワークが無いときもヒーターが作動していて電力が無駄だった。
また、ラインが止まると、加熱部分が不良品になった。
そして、再起動すると、スイッチの入れ忘れで未加工品も発生することが有った。
《 改善のポイント 》
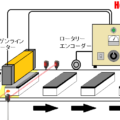
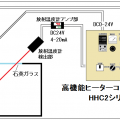
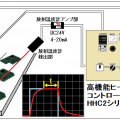
速度比例コントローラーを使用した。
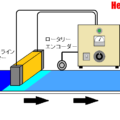
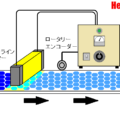
光電スイッチでワーク検知するので、間欠加熱が可能になった。
放射温度計でフィードバック制御も出来た。
ライン停止になると、自動的に加熱停止になり、稼働すると加熱を再開する
速度の変動にも自動的に追従し、収率が上がった。