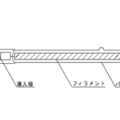
フィラメントは金属で最も融点が高いタングステン使います。封入するハロゲンガスによる熱損失を抑えるため、直線から改良してコイル状にしたフィラメントを使います。フィラメントは不活性ガスが封入されたバルブ内に入れられるため、不活性ガスに覆われ熱損失(フィラメントの温度低下)を受けます。熱損失はフィラメントの長さに影響するので、コイル状にして長さを調整して、熱損失を抑制します。 直線のフィラメントでは、点灯時に熱膨張で曲ってしまいますが、コイルにすることで点灯時に熱膨張しても柔軟性がある為、消灯後再びコイル状に戻り形状維持ができます。
更に、フィラメントをコイル状にすると、コイルの内側は空洞が形成され、コイルの隙間から出る光は黒体放射に近くなります。
タングステンの放射特性(分光放射率)は、可視光域で比較的高く、長波長になると放射率が徐々に小さくなる傾向があります。そのため、同じ温度ならば黒体よりも発光効率がかなり高くなります。これがタングステンが照明用フィラメント材料として適している理由の1つでもあります。同じ温度でも炭素フィラメントは黒体に近いので発光効率はかなり低くなります。
タングステンの電気抵抗率は比較的大きいです。

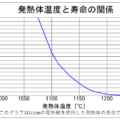
電球の点灯中のフィラメント温度(2500~3200K)では比較的高い抵抗率を示しますが、常温では1/10以下の抵抗率になります。つまり、点灯時に大きな突入電流が瞬間的に流れやすい状態です。
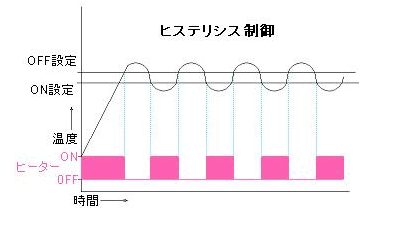
この突入電流がフィラメントの温度を瞬時に上昇させ、ランプを瞬間的に点灯させる事ができます。しかし、突入電流はランプ寿命に直結します。ヒーターの点灯時はできる限り電源電圧をスローアップする必要があります。




シングルフィラメントコイルの製造方法について
タングステン線をマンドレル(心棒)に巻き付けてコイリングします。ほとんどの場合は、マンドレルに巻きつけた後にスプリングバックにより戻り、そのままマンドレルを取り外します。
タングステン線径をd,巻径をMDとすれば、MD/d≒3が適正です。MD/d<2では熱膨張で変形しやすく、MD/d>8 では強度が弱くなります。またコイル巻きのピッチをPとすれば、P/d≒1.5が適正です。P/d<1.2 ではピッチ間ショートの危険が出ます。P/d>1.8では熱ロスが大きく発光効率的に不利です。
寸法安定のために心棒につけたまま、熱処理を入れると、抜き取れなくなりますので、この場合には芯線を酸で溶解して除去します。しかしこの方法は溶解時に出るガスや溶解液の処理に設備と費用がかかります。
このようにして作ったコイルフィラメントも丈夫な設計のコイルならば、このままでランプにできないこともないですが、多くの場合は熱処理により歪を除去しないとランプになってから変形します。さらに強度の弱いコイルでは2次再結晶を終了させる工程を経てからランプに組み込まれます。
2重コイルフィラメントの製造方法について
2重コイルフィラメントの一般的な製造方法は、1次巻きはモリブデンの芯線にタングステン線を規定のピッチで巻き付けます。その後、一度熱処理(1000℃~1600℃の水素雰囲気炉)をします。これで連続で巻いたものを短く切断してもスプリングバックしなくなります。
次に2次巻きします。芯棒に規定のピッチで巻き付けてから、抜き取ります。
次に端部を任意の形状に成形してから、1600℃~1900℃の熱処理(水素雰囲気炉や直接通電による加熱など)をします。その後モリブデン芯線を混合酸(水2:硝酸2:硫酸1)で溶解除去すると2重コイルフィラメントが製造できます。
この方法はモリブデン芯線の除去にNOxや残留酸液,モリブデン塩などが多量に出るので、これの除去、無害化設備に費用がかかります。また1次巻き芯線にモリブデンを使う関係上、あまり高温の熱処理をするとタングステンの中にモリブデンが浸潤し、ハロゲンランプに悪影響を与えます。
そのため、最高でも約1900℃の熱処理になり、タングステンの2次再結晶を十分に終了させる事ができません。このままだとランプにして点灯した瞬間に残りの2次再結晶が起こり、フィラメントが変形する事があります。
タングステンの2次再結晶が不十分という欠点が無い2重コイルの製造方法として、1次巻きしたコイル(芯線除去済み)を何らかの方法で2重コイルの形に成形し、2200℃の熱処理をして2重コイルフィラメントを作る方法があります。
この2重コイルの形に成形する方法としては1次芯線より少し細いタングステン棒を2次巻きの形に成形(コイル状心棒)し、それに1巻きコイルを挿入してダブルコイルの形とした上で熱処理して固める方法です。タングステンのコイル状芯棒は熱処理後、抜き取り再使用します。
ただしこの方法も万能ではなく、大量生産方式としては機械化しにくい点や、作りにくい設計の2重コイルもあります。