液体樹脂とは
液体樹脂とは常温で液体として存在している樹脂です。
日本工業規格(JIS Z 8703/ISO 554-1976)では「常温」を20℃±15℃(5~35℃)の範囲として規定しています。
樹脂の溶ける温度を「融点」といいますが、低融点の樹脂が相当します。
エポキシ樹脂・ウレタン樹脂・シリコン樹脂が有ります。
また、液体樹脂は、プレポリマー (prepolymer) と呼ばれることもあります。
ポリマーとなる前段階にあり、多くの場合液体です。
プレポリマー (prepolymer) は、モノマーの重合または縮合反応を適当な所で止めた中間生成物です。
※光硬化樹脂は次章を参照してください。
液体エポキシ樹脂
エポキシ樹脂の安全性について
エポキシ樹脂は健康障害を引き起こす種類もありますので、取り扱いには十分な注意を必要とします。
障害例として皮膚の一次刺激やアレルギー性皮膚炎が主ですが、神経系障害や肝臓障害、種類によっては変異原性が認められるタイプもあります。
有機溶剤や助剤が配合されている場合が多いので、それぞれのMSDS(化学物質安全性データシート)を確認して安全に取り扱う必要が有ります。
消防法の危険物分類では「指定可燃物」または「第四類第三石油類」に分類される引火性物質です。
エポキシ樹脂の種類
エポキシ樹脂とは、エポキシ基で架橋ネットワーク化が可能な熱硬化性樹脂の総称です。
架橋ネットワーク化前のプレポリマーと、硬化剤を混合して熱硬化処理を行う製品化した樹脂も両者ともエポキシ樹脂と呼ばれています。
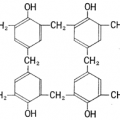
ビスフェノールA[2,2-ビス(4-ヒドロキシフェニル-プロパン]とエピクロルヒドリンとの縮合生成物は(BPA型)、または、(ビスA型)エポキシ樹脂と略称され、最初に開発された樹脂ですが、現在でもエポキシ樹脂生産量の約7割近くを占めています。
BPA型のビスフェノールAはフェノールとアセトンから、また、エピクロルヒドリンはプロピレンから合成します。
ビスフェノールAの代わりにノボラックなどのフェノール系化合物、アミン類、カルボン酸類を用いたものもあります。
シクロペンタジエンやシクロヘキセン誘導体、ポリブタジエン、乾性油などの不飽和基に有機過酸類を用いてエポキシ基を導入する方法もあります。
エポキシ樹脂は分子量によって液状から固体までの製品があります。
原料や製法によって、BPA型樹脂とは異なった性状を持つ樹脂ができます。
硬化剤の種類
エポキシ樹脂は硬化剤と反応して機械的強度や耐薬品性が安定します。
- アミン系硬化剤
- 酸無水物系硬化剤
- ポリアミド系硬化剤
- アニオン重合型硬化剤
- 多官能型硬化剤
ウレタン樹脂
常温で液体の主剤と硬化剤に分かれており、その二つを攪拌混合することで重合させて硬化します。
硬化時間は数分から10分程度で、硬化前は透明な液体であす硬化後はベージュ色・ピンク色・白色など不透明の固体になります。
粘性は高く、そのままでは常温常圧での重力注型ができないため、市販品には大量の揮発性溶剤が混合されているものもあります。
揮発性溶剤の混合は流動性の改善には役立ち、常温常圧での重力注型法での成型を可能としますが、固化した樹脂から長期にわたり溶剤が揮発し、成型物の体積が減じることで歪むといった問題も引き起こします。
また、揮発性溶剤が含まれたウレタン樹脂は、真空注型には用いることができません。
真空注型では型内部を減圧することにより、揮発性溶剤が沸騰してしまうためである。
無溶剤のウレタン樹脂は、流動性が低く真空注型などの手法が必要となる反面、成型物は比較的高度な寸法安定性を持ちます。
現代では、人体に害のあるキシレンを除去したノンキシレンタイプが主流となっています。
シリコーン樹脂
シリコーン (silicone) とは、シロキサン結合による主骨格を持つ、人工高分子化合物の総称です。
ケトンの炭素原子をケイ素原子で置換した化合物を意味する、シリコケトン (silicoketone) から命名されました。
一般に「シリコン樹脂」あるいは略されて「シリコン」と呼ばれることが多く、元素・単体のケイ素 (silicon) と紛らわしいので注意が必要です。
シリコーンオイルはシロキサン結合が2000以下の直鎖構造分子です。
シリコ-ンゴムはシロキサン結合が5000~10000の直鎖構造分子です。
室温硬化(RTV = room temperature vulcanization)型ゴムとして一般に液体の状態で市販されており、触媒を加えシリコーンの重合反応により硬化します。
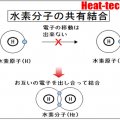
1液型と2液型があり,いずれもゴム分子鎖末端に反応基をもった液状ゴムで,前者は空気中の水分と反応して,後者は両成分液が反応してゴム分子鎖の延長,架橋が行われます。
さらに反応のタイプにより付加反応型と縮合反応型とに大別されます。
成型方法
- 重力注型法:常温常圧で樹脂自身の重さによって型に流し込む方法
- トップゲート方式:注型口 (ゲート) を型部分の上部に配置して樹脂を流し込む方法。
- アンダーゲート方式:注型口 (ゲート) を型部分の下部に配置して樹脂を流し込む方法。
- 真空注型法:精密な成型物を求められる場合に型と樹脂を真空容器にいれて減圧し、その後大気圧にもどして押し込む方法。
- 遠心法:上下に分離する円盤状の型を作り、中心に樹脂を注いでからターンテーブルで回転させる事により樹脂を遠心力によって細部まで行き渡らせる方法。
硬化と脱泡
室温が高いと早く固まり、低いと硬化に時間がかかります。
固める量が多いと早く固まり、少ないと硬化に時間がかかります。
気泡のない製品を作るには、少し温めたて粘度を下げると綺麗な製品が出来ます。
すぐに固まらずに粘度が低いままなら、気泡は少しづつ表面に上がって消えていきます。
硬化時間が短いと、気泡はそのまま中で一緒に固まってしまいます。
脱泡には、粘度の低い状態が長く持続した方が有利です。
つまり、気泡の無い綺麗な製品を作るには、低粘度状態が長くて、硬化時間が長い方が有利です。
真空成型法のように、成型後に真空容器にいれて表面を負圧にすると脱泡しやすくなります。
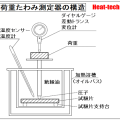
硬化時収縮の原因と対策
- 溶剤や水分が含まれる樹脂では、その揮発分の体積減少が起こります。
- 気泡が含まれる樹脂では、その脱泡分の体積減少が起こります。
- 一般に熱硬化性樹脂では硬化前と硬化後の自由体積に差が生じ、その差が収縮です。
硬化反応が進み橋架け構造状態になると、空孔が減少し分子間隔が縮まりその自由体積は減少します。
エポキシ樹脂は酸素原子を含む3員環の開環反応が発生します。
一分子あたりのエポキシ基数が多いほど収縮率が大きい傾向があります。 - 綺麗なパーツを作るコツは、表面張力を利用して、少し多めに樹脂を注入すると硬化したときの仕上りが綺麗になります。