ヒーターでろう付け 目次
ろう付とは
ろう付けは金属同士を接合する溶接方法の一つです。
ろう付ははんだ付と同じく「ろう接」という溶接方法に区分されます。
ろう接は、母材をほぼ溶かすことなく、母材より融点の低い溶加材(ろう)を高温に加熱した母材の熱伝導で溶かし
母材に「ぬれ」と呼ばれる現象によってろうを拡散させて接合する方法です。
ろう付けとはんだ付けの違い
溶加材の融点の違い
ろう付けとはんだ付の区別は溶加材の融点によって決められています。
ろう付けは450℃以上の融点の溶加材(ろう)を使用すし、はんだ付は450℃以下の融点の溶加材(はんだ)を使用します。
例えば、市販されているろうの融点は、アルミろうで580℃、銅ろうで735℃、銀ろうで745℃と450℃よりも高いです。
対して一般的な鉛入りはんだの融点は183℃、鉛フリーはんだの融点は217℃です。
強度の違い
ろう付けは、はんだ付けよりも強度が強いです。
しかし、継手のの強度はろうの強度のみで決まるわけではなく、形状が同じで欠陥のない継手であれば、
一般的に母材の強度が強いほど、接合部のろうの厚さが薄いほど継手の強度は高くなります。
ろう付けの特徴
◎母材の融点まで加熱する必要がないので、母材に与える熱的な影響が少なく、薄肉や小物の接合がし易い。
◎母材を劣化させにくい。
◎融点が異なる異種材料の接合が可能。
【注意】熱膨張係数が異なるろう付けでは、ろう付冷却中に収縮の違いから、ろう層に引き裂くような作用が生じるため、継手方法の検討が必要。
◎ろうは母材の融点よりも低いので、一度ろう付した箇所を再加熱によって外したり、接合することが可能
※ある部品の接近した二か所を二度に分けてろう付する場合、融点の異なるろうを使用することで、一回目のろうの再溶融を避けることができる。
◎ボルト締め等の機械的な接合法と異なり、気密・水密封止ができる
◎複雑な形状で、接合部が沢山あるものの接合ができる(多点一括接合)
◎接着剤による接合と異なり導電性がある
◎被覆アーク溶接ほどの熟練を必要とせず、比較的短期間に作業要領が覚えられる
◎継手の形を考えられることによって母材に匹敵する強さの継手ができる
◎作業を比較的自動化させることができる
ろうとは
ろうは接合に使う、母材よりも融点の低い添加金属です。
使い方は、ろうを母材の熱伝導を利用して融点以上まで加熱し、溶融させて接合部に毛細管現象で拡散させます。
ろう材の選択
1.ろうの融点が母材の融点よりも低い
融点が適正で、ろう付け時に、部品同士が溶け合わない”溶け分かれ不良が少ない組成であること
2.ぬれ性がよく適度の流動性をもつ
3.ろう付けした継手が、強さなどの機械的性質、電気伝導性などの電気的性質および使用環境での耐食性など要求された特性をもつこと
4.ろうとして使用する為に線や板に加工しやすいもの
これらに適合したものであれば、ろうは合金も使用可能です。
現実的には加工性、作業声、経済性などの他の因子も重要な選択肢となり、ろうとして使用されるものは限られたものになります。
ろうの融点
ろうの融点が低い方が加熱時間も短縮され、経済性が良く、さらには母材の劣化を防止することができます。
そのため、純金属を使用するよりも、合金元素を入れて融点を低くしたろうが多いです。
例えば、銀100%の時の融点は961.8℃ですが、銅を28%を添加して、銀の割合を72%にすると融点は780℃に変わります。この組成を共晶組成といいます。
また低融点の元素を添加することでも融点を下げることができます。銅に低融点の亜鉛を添加したものが黄銅ろうです。
多くの銀ろうには、銅の他に亜鉛が添加されています。このベースにスズやニッケルなどを添加した銀ろうもあります。
しかし、低融点の添加金属の割合が多すぎると、ろうが脆くなり、加工性が悪くなる場合があります。


ろう付の原理
多くの金属の表面部は空気中の酸素が母材原子と反応して酸化被膜を形成しています。
酸化被膜が形成された金属表面に市溶融したろうを接触させても、ろう金属原子と母体の金属原子は互いに引き合うことは出来ません。
分子と分子との間には、分子間力とよばれる分子同士が互いに引き合う力が働いています。
酸化被膜があると、ろうの原子と母材原子の間には互いに引き合う力が働きません。この状態をろうが母材にぬれていないといいます。
イメージは新品の傘に水滴が付着した状態です。ろうは分子間力が働かない為、流れてしまいます。

ろう付をするためには母材に溶融したろうがぬれることが条件であり、その為には、酸化被膜を除去する必要があります。
この酸化被膜を除去するには、水素などの還元性のある雰囲気で酸化物中の酸素を除去し、金属原子だけを残す方法と、フラックスを使用する方法の2つがあります。
溶けたフラックスが母材表面の酸化被膜に接触すると、酸化膜中から酸素が取られ母材金属原子のみが残ります。
このフラックスの作用によって酸化被膜を化学的に除去し、ろう材と母材の金属面が直接接触し合うことができます。
その状態で溶融したろうが流れると、母材の金属原子とろうの金属原子が分子間力を発揮し結合します。この状態をろうが母材にぬれたといいます。
イメージは撥水効果がなくなった傘に雨が浸透拡散している状態です。

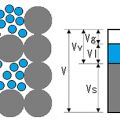
ろうが母材にぬれた後も加熱を続けると、ろう材原子が母材原子間に浸透し、ろう材原子と母材原子が混在した領域ができます。
この領域を合金層(拡散層)といいます。この合金層によって、接合部を強固にしています。
フラックスとは
フラックスの作用は金属表面の酸化被膜を除去することで、フラックスが酸化物と化学反応をして生成物(金属塩)を作り溶解除去します。
ホウ砂やホウ酸をフラックスとして鋼や銅をろう付すると、次の反応によって酸化被膜が溶解除去されます。
FeO(酸化鉄) + Na2B4O7(ホウ砂) ⇒ Fe(BO2)2+2NaBO2
CuO(酸化銅)+ 2H3BO3(ホウ酸) ⇒ Cu(BO2)2+3H2O
フラックスの作用には、母材表面のサビなどの厚い酸化物、コーティング材、油脂類、汚れなどを除去する効果はありません。
したがって、ろう付け前にこれらの異物を取り除く処理が必要です。
母材に油分やスケールなどの異物が付着していると、フラックスの作用が十分に発揮できません。
これらの異物は、脱脂や研磨により十分に除去できます。
また、一般的にフラックスの融点はろうより約50℃低い温度で作られています。

ろう付け加熱
ろう付けするためには加熱作業が必要不可欠です。
したがって、加熱による母材の熱影響は避けられず、母材の表面の酸化、軟化、硬化、粗粒化などの組織変化が起こります。
ろう付け加熱には様々な方法がありますが、全ての加熱方法において最も重要な要素は温度管理です。
接合部付近の母材を所定のろう付け温度まで均一加熱し、ろうが流れ始めたら接合部に完全に浸透するまでその温度を維持します。
温度変化を抑えて安定した温度管理を行う必要があります。
また、加熱温度や加熱時間は母材の形状やろうの材質によって変わるため、最適な加熱条件を見極める必要です。
ろう付加熱のポイント
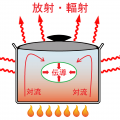
◎ろう付部を直接加熱せず、接合部付近の母材から加熱し、その伝導熱でろうを溶融させます。
◎母材を過熱すると表面に厚い酸化被膜が形成され、フラックスの酸化被膜除去作用の効果が発揮しづらくなり、母材にろうがぬれなくなるります。
さらには、過熱により母材への熱影響が大きくなったり、母材の溶融温度に達し、溶融してしまいます。
◎熱容量や肉厚が違う場合、大きい方厚い方から加熱する
◎ろう付け温度の目安は母材の色とフラックスの溶け具合をみて判断する。
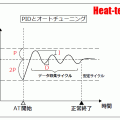
ハロゲンヒーターでのろう付加熱では、これらに加え放射温度計を使用し、フィードバック制御によって加熱温度を管理ができます。
◎ろうは毛細管現象によって接合部の隙間に入り込むため、必要以上にろうを使用しない。
接合部の間隔について
ろう付けはろうが毛細管現象で隙間に流れます。隙間が広すぎると、隙間の少ない方にろうが流れたり、ろう付け後も隙間が残り、接合不良の原因になります。
適切な間隔を把握してろう付けする必要があります。
ろうの種類と適正ろう付間隔