このページの目次
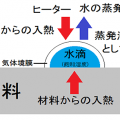
一口に「乾燥」と言っても、三種類の乾燥作業があります。
表面付着水の乾燥と、塗膜の乾燥と、材料の内部乾燥です。
今までは内部乾燥を説明してきましたので、塗膜の乾燥を説明します。
3-8-1.バインダーの固定化による表面被膜の形成
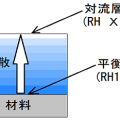
塗膜の乾燥では、内部から表面に向かって水分が移動するとともに、
水分中の不揮発性溶質(バインダー)が、乾燥とともに表面に濃縮され、塗膜内部に組成の偏析が生じます。
この場合、組成分布は水分と溶質の拡散係数が既知であれば乾燥の基礎方程式を解くことで求められます。
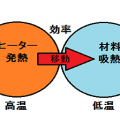
バインダーの固定化により内部に閉じ込められた水分は蒸発ができなくなり、ある種のオズモシス状態が発生します。
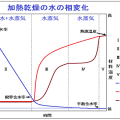
バインダーの固定化は減率乾燥期間に発生するので、乾燥温度を低くして定率乾燥期間を長くとり限界含水率を下げる方法もあります。

3-8-1-1.水性塗料の乾燥条件
水溶性塗料の理想的な塗装条件は室温20~25℃、湿度40~60RH%とされています。
ハイソリッド溶剤型ベースコート、ハイソリッドトップコートクリヤー、水性ベースコートなどの溶剤ベースコートの理想的な塗装条件は室温15~25℃、湿度30~50RH%とされています。
溶剤型トップクリヤーコートの理想的な塗装条件は室温20~25℃、湿度30~50RH%とされています。
水性ベースコートの理想的な塗装条件は室温15~25℃、湿度30~50RH%とされています。
自動車用水性ベースコートの組成比較例
| 水 | 66% |
|---|---|
| 溶剤 | 12% |
| 基材 | 22% |
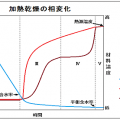
<< エマルジョン系水性塗料の乾燥変化 >>


(I) 塗布直後
(II) 水の蒸発開始
(III) 水の蒸発進行
(IV) 一部粒子の融着(架橋)開始
(V) 粒子が全て融着(架橋)してフィルム化完了
3-8-1-1.焼付性塗料の乾燥条件
塗料の乾燥を短時間(20~40分)で行える塗装方法です。
加熱される事により塗膜に重合反応が起こり、緻密な塗膜が完成されます。
規定時間焼付乾燥した塗膜は即使用可能な、設計どおりの強靭な塗膜になります。
温度、時間が足りない場合は極端に性能の落ちた塗膜になり、逆に多すぎる場合は黄変・艶引けなどの現象が表われます。
| 材質 | 型 | 加熱温度 | 加熱時間 |
|---|---|---|---|
| メラミン系 | 溶剤型 | 110~160℃ |
20~30分 |
| アクリル系 | 溶剤型 | 140~180℃ | |
| ウレタン系 | 溶剤型 | 120~140℃ | |
| フッソ系 | 溶剤型 | 160~180℃ | |
| シリコン系 | 溶剤型 | 60~80℃ | |
| エポキシ系 | 紛体型 | 130~180℃ | |
| ポリエステル系 | 紛体型 | 60~80℃ |
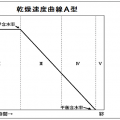
3-8-2.塗膜の表面平滑性
溶剤の表面張力は乾燥の全期間ほぼ一定です。
塗膜の降伏応力に起因する圧縮力は乾燥の進行に比例して増大します。
定率乾燥期間では塗膜は収縮しますが表面張力が保たれて表面は平滑です。
限界含水率で、表面張力と圧縮力が等しくなります。
減率乾燥期間に入ると降伏応力が表面張力より大きくなるので塗膜表面が圧縮されて表面が荒れ始めます。

3-8-3.材料の熱膨張
| 材料 | 熱膨張係数 |
|---|---|
| 炭素鋼(S40C) | 11.2 |
| ステンレス鋼 (SUS410) | 10.4 |
| ステンレス鋼 (SUS304) | 17.3 |
| アルミ(A1050純度99.5%) | 23.5 |
| 金 | 14.2 |
| 銀 | 18.9 |
| 銅 | 16.8 |
| 鉛 | 29.1 |
| 錫 | 20 |
| 亜鉛 | 33 |
| 黄銅 | 18~23 |
| ガラス | 9 |
| 花崗岩 | 8 |
| 煉瓦 | 3~9 |
| 木材(繊維方向) | 3~5 |
| 木材(繊維に直角方向) | 35~60 |
| ポリエステル | 55~100 |
| ポリエチレン | 100~180 |
| ポリ塩化ビニール | 70~80 |
| ポリスチレン | 60~80 |
| ポリカーボネート | 70 |
例えばSUS410は長さに対して100万分の10.4です。
材料が1m(1000m)ならば、1℃温度変化すると10.4μmm変化します。
アクリル系の焼付塗装をした場合、常温20℃から180℃まで加熱すると、
温度Tの時の長さをL(T)、熱膨張係数をαとすると、
L(T0+ΔT) = L(T0)(1+αΔT)
という関係になります。
180℃の場合、20℃に対して、差分は160℃
L(180) = L(20)*(1+160×10.4×10^-6)=1.001664 L(0) となります。
1mのSUS410は、1.664mm膨張します。
同条件で1mのアルミA1050は、23.5mm膨張しますので、
SUS410とA1050を張り合わせた場合、特にアルミの補強としてスチールをリベット、ビスなどで固定した製品は焼付塗装するとアルミがリベット・ビスを支点として曲る、リベット・ビスが弾け飛ぶなどの加工不良が発生します。
取付穴を「長穴」にしたり、その他の方法で「逃し」「遊び」を組み込む必要があります。